

12 hulrom Melkhetteform med varmløper
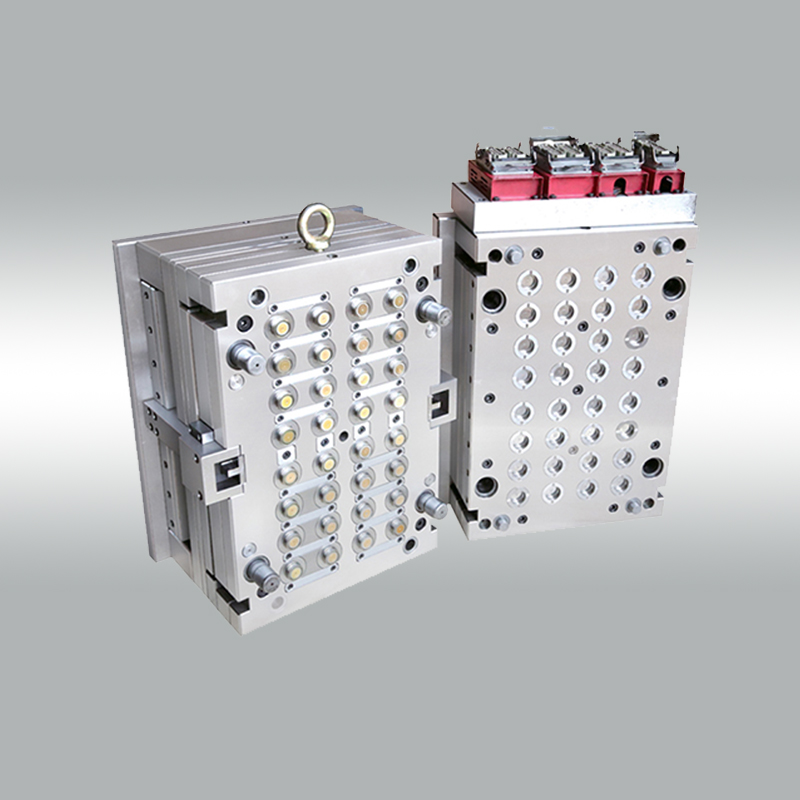
Mugglevetid: 3-5 millioner skudd
Overflateforespørsel: Høypolert, høyglans eller tekstur
Kjerne og hulrom: H13/S136/2083/2344/2085/ASSAB STAVAX ESR
Formbase: P20/ 4CR13/2085/2316
Løpersystem: Kaldløper/kinesisk merke/ YUDO/MASTER/HUSKY
Tilpasning: Tilgjengelig
Formdesign: UG, CAD/CAM, PROE etc
formbehandling: CNC, høyhastighets utskåret, digital styrebenk etc
formporttype: Pinneport, Ubåtport, Ventilport etc
formutkastertype: Skru av med motor, stripperplate, utkasterhylse, utkasterstift
Pakkedetaljer: Eksporter standard sjødyktig emballasje.
Opprinnelsessted: Taizhou, Kina
Vi legger stor vekt på muggkvalitet:
1. Sikre ektheten til formmaterialet: Vi vil gi det originale sertifikatet for opprinnelseslandet for materialet og det originale varmebeviset for materialet.Materialet med høy renhet, god seighet og god polerbarhet foretrekkes.Tysklands stål og Sveriges ASSAB-materialer er i form av direktesalg fra den opprinnelige fabrikken, noe som forhindrer forfalskning av materialer.
2. Avansert formdesign: Samarbeid med avanserte moldfirmaer over hele verden, og har avanserte molddesignkonsepter og avanserte formstrukturdesigntegninger.
3. Varm løperstruktur for enkel utskifting: Strukturdesignen til dysen er lik den til den varme dysen til PET-formformen. Utskifting av deler kan gjøres på maskinen.
FAQ:
Vi brukte høy MFI-materiale for dette produktet, men skillelinjen er tydelig, hva er muggproblemet?
(1): Limstrømmen fra porten til sveiselinjen er for lang og formtemperaturen er for lav, (2): Plasseringen og mengden av porten er ikke hensiktsmessig, (3): Porten og løperen er for liten, (3): Eksosen er ikke bra, (4): Overdreven bruk av slippmiddel